



切割絲基礎(chǔ)知識(一)
發(fā)布時間:2011年10月19日 點(diǎn)擊數(shù):
1、切割鋼絲用途
切割鋼絲是直徑Φ0.07-0.25mm的鍍黃銅高碳鋼絲,因具有直徑小、強(qiáng)度高,切口損耗小、切割精度高等優(yōu)點(diǎn),可充當(dāng)多線鋸的磨料載體,在光伏產(chǎn)業(yè)得到大量應(yīng)用,主要用來切割太陽能電池的多晶硅、單晶硅以得到半導(dǎo)體晶片。
太陽能硅片多線切割技術(shù)與其他切割技術(shù)相比有效率高、產(chǎn)能高、精度高等優(yōu)點(diǎn),是目前采用最廣泛的硅片切割技術(shù)。該技術(shù)是通過Φ0.10mm左右金屬絲的高速運(yùn)動,把10~15μm的SiC或金剛石磨料帶入加工區(qū)域進(jìn)行研磨,將硅棒等硬脆材料同時切割為數(shù)百個薄片的一種新型切割加工方法。
切割鋼絲的質(zhì)量直接影響到硅片的光潔度、產(chǎn)出率和質(zhì)量,對硅片的加工成本影響較大。
2、市場需求
近年來世界新能源產(chǎn)業(yè)飛速發(fā)展,促成了太陽能光伏產(chǎn)業(yè)的崛起。國際能源署在地中海太陽能計劃會議中預(yù)測,到2050年太陽能的發(fā)電量將占到全球發(fā)電量的20~25%。
我國地域遼闊,太陽能資源豐富,太陽能光伏產(chǎn)業(yè)在中國有著廣闊前景。2008年全球金融危機(jī)后,海外光伏產(chǎn)業(yè)開始布局中國市場。2009年,中國政府制定了太陽能屋頂計劃和金太陽工程以刺激國內(nèi)太陽能需求。2009年7~9月,財政部批準(zhǔn)了1500億元以上的光伏項(xiàng)目,容量為10GW。到2020年,中國太陽能發(fā)電能力計劃達(dá)到20GW,而上海交通大學(xué)太陽能研究所預(yù)測有望達(dá)到200~500GW。
3、 質(zhì)量要求
在硅片切割過程中,切割鋼絲始終承受軸向拉力、徑向壓力、表面摩擦力,因此要求切割鋼絲具有高強(qiáng)度和高耐磨性。另外,為了提高切割硅片的表面光潔度,還要求鋼絲具有極高的表面質(zhì)量和均勻一致的尺寸。
為了提高硅片切割效率,降低切損,在保證切割質(zhì)量的情況下,鋼絲的直徑不斷減小。以切割6”(Φ152mm x 230mm)的硅晶棒為例,鋼絲直徑Φ0.16mm時切割硅片數(shù)量約為450片,如果鋼絲直徑減至Φ0.08mm,則硅片產(chǎn)量將提高44.4%,達(dá)到650片,產(chǎn)出效率大幅提高。因此,隨著市場的發(fā)展,切割鋼絲的直徑逐漸減小,目前使用量最大的是Φ0.12mm的鋼絲。
但對于切割鋼絲向細(xì)規(guī)格變化的趨勢存在如下觀點(diǎn):隨著規(guī)格減小,在切割過程中增加了斷絲的風(fēng)險;另外強(qiáng)度雖然增加了,但切割過程中所能承受的力會降低,導(dǎo)致切割效率降低。因此在一定時間內(nèi)規(guī)格范圍會維持在Φ0.10~0.14mm之間。我公司的產(chǎn)品將以Φ0.08-0.12mm為主。
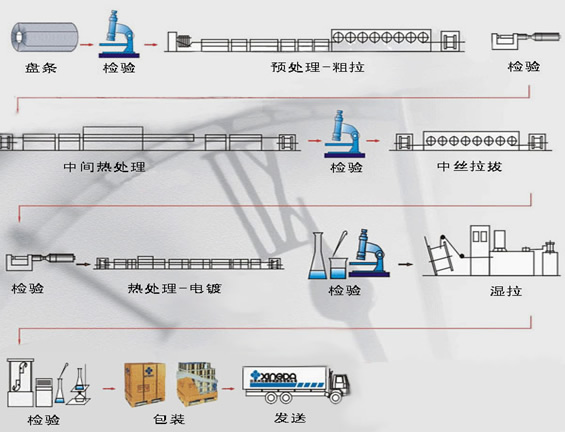
4、 工藝流程
Ф5.5mm 盤條→預(yù)處理→粗拉→中絲熱處理(奧氏體化→索氏體化)→表面處理→中拉→成品前熱處理(奧氏體化→索氏體化)→表面處理→電鍍→熱擴(kuò)散→濕拉→檢驗(yàn)→包裝入庫。
上一篇:多種元素對不銹鋼的性能和組織的影響(一)[ 10-12 ]下一篇:多種元素對不銹鋼的性能和組織的影響(二)[ 10-26 ]